



不锈钢管槽钢好货采购的详细视频已经上传,从产品的外观到内在,从功能到性能,视频将为您呈现一个真实、的产品形象。
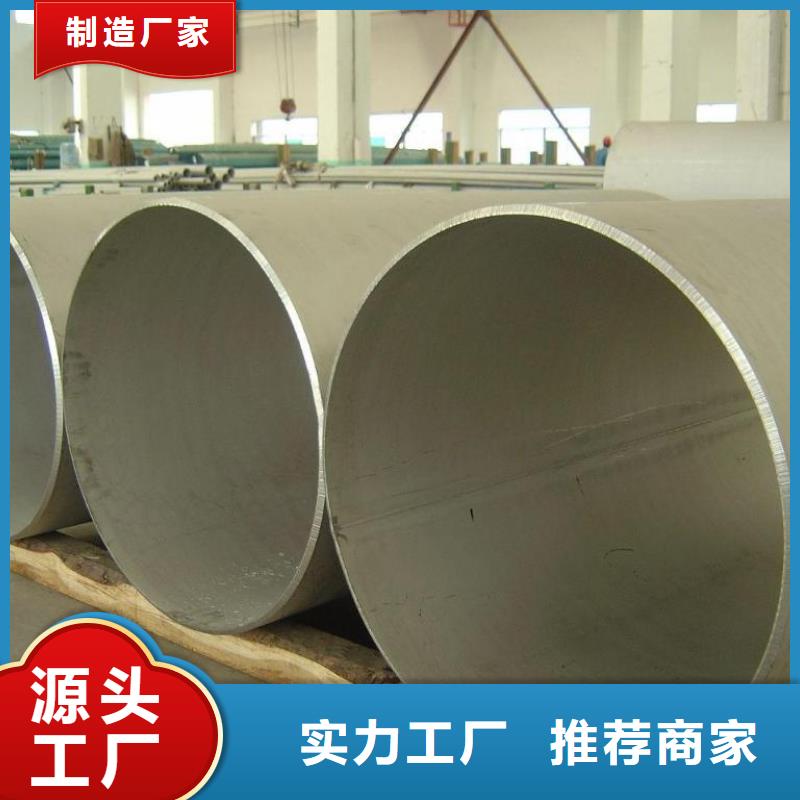
以下是:不锈钢管槽钢好货采购的图文介绍


(1)产能及装备格局目前各种不锈钢管机组共有400多套,然而这些轧管机组大部达不到水平,实际生产能力仅达1700多万吨:国内水平和一般水平机组约50套,产能590万吨,占35%;产业规定应淘汰的76mm落后机组。以上情况说明,虽然华东地区不锈钢管产能约占全国总成能5096,但是总体装备水平并不高,只有宝钢的连轧管机组和浙江久立的管机组达到水平。
(2)生产企业格局目前热轧不锈钢管生产格局仍较分散,产业集中度还不高,重点企业产量比例逐年下降,2006年重点企业产量724.5万吨,仅占48%,低于50%;2007年重点企业产量约820万吨,比例降又到44%。根据生产规模和装备水平,的不锈钢管生产企业主要分为以下4类:类:重点生产企业已经形成天津钢管、宝钢、衡管、攀成钢、包钢、和新冶钢等7家不锈钢管生产规模较大的主力企业。
2006年这7个企业不锈钢管产量630万吨,占总产量4296,其中天津钢管163.3万吨、占II%,宝钢117万吨、占7.8%,攀成钢85.7万吨、占5.7%,包钢85.3万吨、占5.75%,衡管83.8万吨、占5.65%,55.5万吨、占3.7%,新冶钢39.3万吨、占2.696。
第二类:民营企业国内已经出现规模较大的不锈钢管民营生产企业,如江苏振达、无锡西姆莱斯、安徽天大、江苏诚德、浙江久立、浙江企业群、江西新余企业群、山东企业群等,这些企业2006年产量约200万吨,占总产量的13%,成为不锈钢管市场中不可忽视的力量。
(2)生产企业格局目前热轧不锈钢管生产格局仍较分散,产业集中度还不高,重点企业产量比例逐年下降,2006年重点企业产量724.5万吨,仅占48%,低于50%;2007年重点企业产量约820万吨,比例降又到44%。根据生产规模和装备水平,的不锈钢管生产企业主要分为以下4类:类:重点生产企业已经形成天津钢管、宝钢、衡管、攀成钢、包钢、和新冶钢等7家不锈钢管生产规模较大的主力企业。
2006年这7个企业不锈钢管产量630万吨,占总产量4296,其中天津钢管163.3万吨、占II%,宝钢117万吨、占7.8%,攀成钢85.7万吨、占5.7%,包钢85.3万吨、占5.75%,衡管83.8万吨、占5.65%,55.5万吨、占3.7%,新冶钢39.3万吨、占2.696。
第二类:民营企业国内已经出现规模较大的不锈钢管民营生产企业,如江苏振达、无锡西姆莱斯、安徽天大、江苏诚德、浙江久立、浙江企业群、江西新余企业群、山东企业群等,这些企业2006年产量约200万吨,占总产量的13%,成为不锈钢管市场中不可忽视的力量。



国耀宏业钢铁有限公司长期经营(广东汕头) 本地 广东汕头槽钢。公司同时销售(广东汕头) 本地 广东汕头槽钢。 公司有稳定的下游客户约200余家,销售网络辐射到河北、河南、山东、辽宁、吉林、黑龙江、山西、陕西、江浙、南京、上海等地区。公司在稳中求创新,与时俱进求发展的理念下发展状大,经过短时间的发展,现已初具规格,形成了一支思想正、作风硬、业务精的员工队伍。今后,公司还要在现有的基础上进一步扩大规模,坚持“顾客至上、以信为本”的经营理念,以高质量的产品、更优质的服务,广交更多的四海新朋,愿我们携手共进、共创事业的辉煌!


为了确定熔化结束时的压降,在一些炉子上使用了热传感器:同样,在不锈钢管厂的炉子上用于确定电极杆上再冷却板水温的测定,同样也可以使用电极杆移动传感器,而尤其是料斗重新再加料时,使用这些传感器可以提供冶炼的进展情况。
对电压降低时间的选择,以及对于废钢熔化有关的料斗再加料的时间的选择:都应该与熔化进度相适应。在福斯厂的炉子上使用各种传感器进行熔炼操作,它可以概括为:一一水冷板上温度升高导致压降;一一从电极杆移动时起,料斗再进行加料。
为了简单介绍电极传感器的优点和料斗再加料时的熔化情况:我就不再谈压降的问题了,因为这早已成为常规的事情了。2、2、电极位移传感器的优点:在熔化过程中:电极位移传感器使负荷有规律的变化。记录系统可记下任何一个息(图7)。
实际上,熔化开始时,废钢的电弧起振和塌料时电极移动的距离都比较大,在熔池上当起振电弧有规律时移动量减小:熔化结束,电极时(电极移动距离低子时的极限值)能确定以后的加料时间,并在熔化结束的低功率运行周期时节省能耗。
正如穿井掘进速度的变化一样,按废钢的数量,尤其按其比重,可探测废钢的塌料,这些主要应与调节电极升高或降低的尺寸成比例。由于有电极杆位移距离分析,用计算机建立了电极平衡的标准。2、3、预计再加料的状况表2概括出使用电极位移传感器时料斗再加料时炉子的操作情况。
对电压降低时间的选择,以及对于废钢熔化有关的料斗再加料的时间的选择:都应该与熔化进度相适应。在福斯厂的炉子上使用各种传感器进行熔炼操作,它可以概括为:一一水冷板上温度升高导致压降;一一从电极杆移动时起,料斗再进行加料。
为了简单介绍电极传感器的优点和料斗再加料时的熔化情况:我就不再谈压降的问题了,因为这早已成为常规的事情了。2、2、电极位移传感器的优点:在熔化过程中:电极位移传感器使负荷有规律的变化。记录系统可记下任何一个息(图7)。
实际上,熔化开始时,废钢的电弧起振和塌料时电极移动的距离都比较大,在熔池上当起振电弧有规律时移动量减小:熔化结束,电极时(电极移动距离低子时的极限值)能确定以后的加料时间,并在熔化结束的低功率运行周期时节省能耗。
正如穿井掘进速度的变化一样,按废钢的数量,尤其按其比重,可探测废钢的塌料,这些主要应与调节电极升高或降低的尺寸成比例。由于有电极杆位移距离分析,用计算机建立了电极平衡的标准。2、3、预计再加料的状况表2概括出使用电极位移传感器时料斗再加料时炉子的操作情况。



其形成受Cr富集程度以及C、N含量影响。若不锈钢合金液时,б相优先在铁素体中析出,可有效防止形成热裂纹。相反,若б相优先在奥氏体中析出,则会造成周围区域严重贫铬。然而,若奥氏体中存在自由C、N原子时,б相的形成会受阻,既就是说,C、N的存在增大了б相在奥氏体中的析出难度。
c)TiC固溶到奥氏体晶格中并形成贫铬层而引起的晶间腐蚀1Cr18Ni9Ti奥氏体不锈钢厚壁钢管,因加入了化元素Ti等,且Ti主要是以TiC的沉淀游离态存在。焊接过程中,TiC在高温下将发生溶解,Ti会以间隙原子的形式进入到奥氏体晶粒的晶格间隙中,C会进入到奥氏体点阵的空隙中,且其固溶量随温度的升高而增大。
超窄间隙焊接采用低线能量,不仅可加快熔池的凝固速度、缩短C向奥氏体晶界的扩散时间、C的扩散程度、C在晶界的富集量、降低晶界贫铬程度,还能阻阻奥氏体中析出б相,减轻焊缝区晶间腐蚀的倾向、防止熔合线附近发生刀状腐蚀;同时还能缩短HAZ区敏化加热的时间,接头耐晶间腐蚀的能力。
冷却凝固过程中,C的扩散能力较强,向奥氏体晶粒的边界运动,而Ti则因扩散能力不足,保留在原来位置附近,造成C在晶界大量富集而达到过饱合。若经历450~850℃的敏化加热,C与Cr化合使晶界贫铬。在腐蚀介质中,导致晶间腐蚀,在熔合线附近易出现深而细如刀削切口的晶间腐蚀(即刀状腐蚀)。
c)TiC固溶到奥氏体晶格中并形成贫铬层而引起的晶间腐蚀1Cr18Ni9Ti奥氏体不锈钢厚壁钢管,因加入了化元素Ti等,且Ti主要是以TiC的沉淀游离态存在。焊接过程中,TiC在高温下将发生溶解,Ti会以间隙原子的形式进入到奥氏体晶粒的晶格间隙中,C会进入到奥氏体点阵的空隙中,且其固溶量随温度的升高而增大。
超窄间隙焊接采用低线能量,不仅可加快熔池的凝固速度、缩短C向奥氏体晶界的扩散时间、C的扩散程度、C在晶界的富集量、降低晶界贫铬程度,还能阻阻奥氏体中析出б相,减轻焊缝区晶间腐蚀的倾向、防止熔合线附近发生刀状腐蚀;同时还能缩短HAZ区敏化加热的时间,接头耐晶间腐蚀的能力。
冷却凝固过程中,C的扩散能力较强,向奥氏体晶粒的边界运动,而Ti则因扩散能力不足,保留在原来位置附近,造成C在晶界大量富集而达到过饱合。若经历450~850℃的敏化加热,C与Cr化合使晶界贫铬。在腐蚀介质中,导致晶间腐蚀,在熔合线附近易出现深而细如刀削切口的晶间腐蚀(即刀状腐蚀)。
